



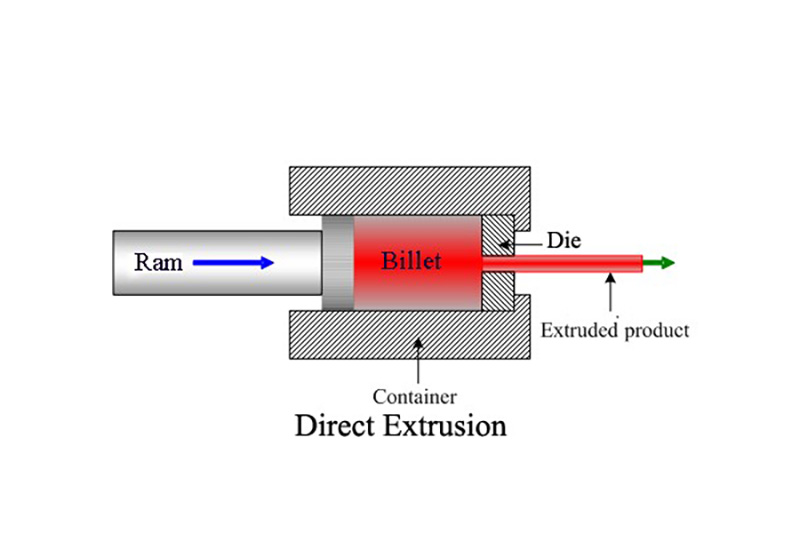
экструзійны стрыжань або экструзійны баран у прэсавай машыне для экструзіі алюмінія
Экструзійны цыліндр дзеліцца на два тыпу: полы і суцэльны.Полыя экструзійныя штампы выкарыстоўваюцца ў машынах для экструзіі труб і стрыжняў.
Экструзійны таран звычайна ўяўляе сабой цыліндрычную канструкцыю, якую можна падзяліць на канцы, валы і карэньчыкі.
На буйнатанажных экстрударах экструзійныя бараны вырабляюцца з пераменным перасекам для павышэння трываласці на падоўжны выгіб.У гэты час экструзійны цыліндр павінен мець унутранае адтуліну з пераменным перасекам.
Знешні дыяметр экструзійнага барана вызначаецца ў адпаведнасці з унутраным дыяметрам экструзійнага цыліндру.
Вонкавы дыяметр экструзійнага барана гарызантальнага экструдара звычайна большы, чым у экструзійнага барана.Унутраны дыяметр цыліндру на 4-10 мм менш.
Даўжыня экструзійнага барана роўная даўжыні апоры экструзійнага барана плюс даўжыня экструзійнага цыліндру плюс ад 5 да 10 мм, каб выціснуць лішак ціску (гл. рэшткі экструзійнага матэрыялу) і экструзійную пракладку з экструзійнага цыліндру.Матэрыял экструзійнага барана - хром-нікель-малібдэнавы і хром-нікель-вальфрамавы сплаў.Корпус экструдаванага стрыжня ў зборы выраблены з хром-нікель-вальфрам-ванадиевого сплаву, а корань - з хром-нікель-малібдэнавага сплаву.
Экструзійны таран падчас працы падвяргаецца вялікім падоўжным нагрузкам на выгіб і нагрузкам на сціск.Такім чынам, стабільнасць і
трываласць экструзійнага барана павінна быць праверана падчас экструзіі.

Катэгорыі тавараў
-

лязо пілы на машыне для здымніка для пілавання алюмініевага пра...
-

Ўкладыш у экструзійны ствол экструзійнага прэса ...
-

Высокатэмпературны лямцавы ролікавы рукав пры апрацоўцы...
-

каразійная стойкасць графітавай пласціны для алюмінія ...
-

экструзійная форма для экструзіі алюмініевага профілю
-

бясконцы лямцавы пояс на стале для апрацоўкі, каб перадаць ...





